

Ensure the safety, efficiency, and longevity of your boiler systems with our cutting-edge boiler tube leak detection. Designed for industries relying on steam generation, our solution provides real-time monitoring, early leak detection, and pinpoint accuracy to prevent costly downtime, equipment damage and safety hazards.
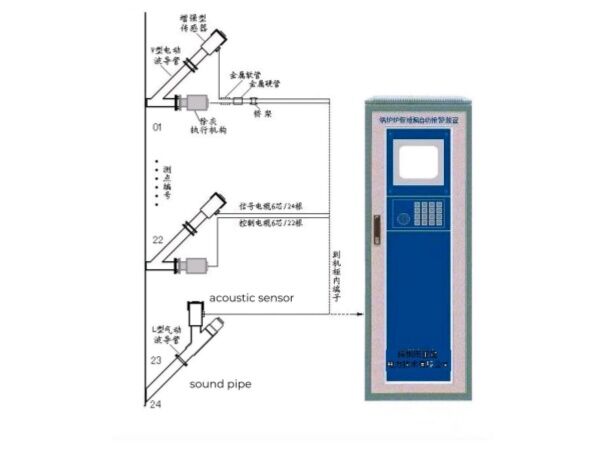
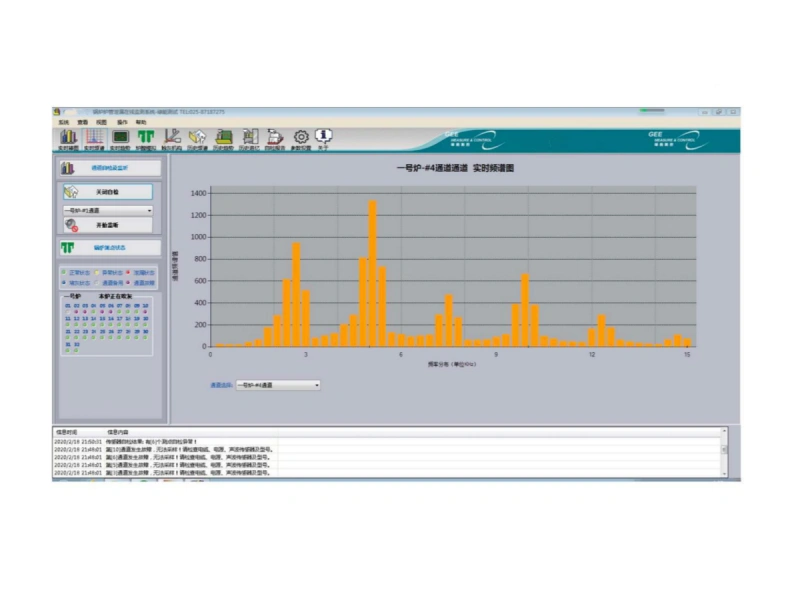
Our system uses air borne or metal borne acoustic sensor with high sensitivity to collect boiler noises, and execute spectrum analysis by Fast Fourier Transform to find and identify tiny leaks at early stage.


Model: GEEBLA-CS
Sensitivity: >25mV/Pa
Output voltage: 0~900mV(AC)
Frequency range: 0~20kHz
Measurement range: Hemisphere space with diameter ≤12m
Working temperature: -40~+105℃
Whether CFB boiler, pulverized coal fired boiler or heat recovery steam generator (HRSG), tube leak detection system could bring tubes of furnace waterwall, superheater, reheater, economizer under monitoring. Our leading technology enables plants to find and locate early tube leaks, then take actions before they escalate into major failures.
Online monitoring and detection for boiler tube leaks is worthy for modern power plants. Financial savings created by acoustic detection system will be much higher than investment on equipment even at the first event.
