After fuel is burnt in boiler, acids in flue gas like NOx, SOx would condensate and cause dew point corrosion at back end heating surface when temperature is lower than 150℃. To avoid that problem, flue gas temperature of hot water boiler fired by natural gas is usually around 180-220℃. Under that condition, steam in gas state would take away lots of heat. In various fossil fuels, natural gas has the highest hydrogen content, which is about 20-25% by mass. Energy loss by flue gas in both sensible heat and latent heat is a great obstacle to improve boiler efficiency.
Flue gas condenser, a tubular heat exchanger, is designed for heat recovery. Normally, water or air at a lower temperature is used as medium to transfer heat from flue gas. Water or air is heated by latent heat from steam condensation and sensible heat from temperature reduction. And flue gas condenser installed at the outlet of stack also contributes to plume abatement and pollution control.
When people do thermal calculation, net calorific value is considered as useable energy. Latent heat is not included. Lots of steam is generated from the combustion of natural gas. Due to difference in composition, coefficient of excess air, and air humidity, steam content in flue gas may vary. Normally, it is about 16% by volume.
When coefficient of excess air is 1.3, 1 cubic meter of natural gas could produce about 14 cubic meter of flue gas. If temperature is reduced from 200℃ to 70℃, about 1600kJ sensible heat is released. If 50% steam is condensed into water, about 1850kJ latent heat is released. Total 3450kJ is about 10% of Qnet of natural gas. If 80% flue gas enters condensation system, energy efficiency is improved by 8%.
When steam turns into condensate, lots of pollutants will be dissolved or caught in water, which will be neutralized. The reduction of pollutants is shown as below:
SO2 99%
SO3 99%
CO2 40%
Steam 60%
Dust 93%
NOx 50%
Flue gas condenser is actually a recuperative heat exchanger, where water or air passes inside of tubes, and flue gas passes outside of tubes. It adopts counter flow design to maximize flue gas heat recovery.
Flue gas condenser is also used to reduce humidity of saturated flue gas from FGD tower. Then flue gas is heated to increase its degree of unsaturation. Flue gas condenser is combined with other flue gas heat exchanger to control visual pollution. There are several design for the system.
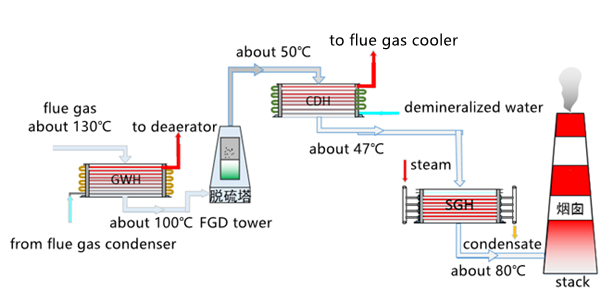
A. a combination with flue gas cooler and steam gas heater.
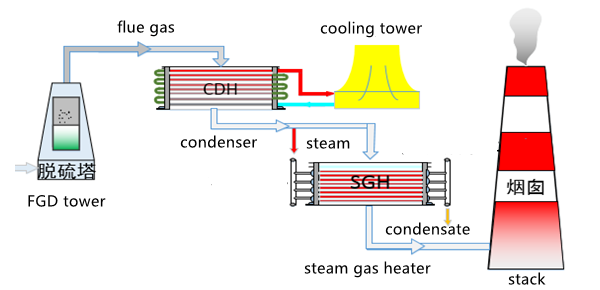
B. a combination with steam gas heater. Condensing-reheating system.
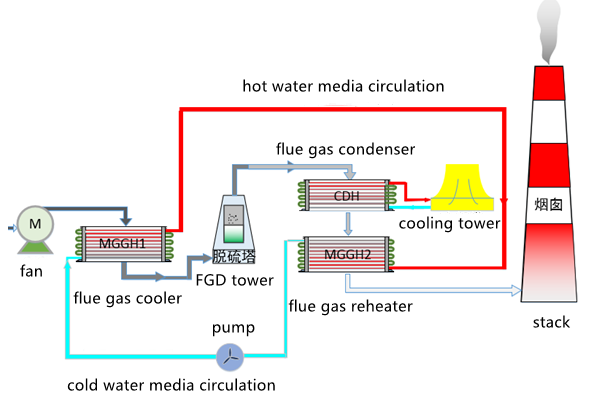
C. a combination with MGGH.